Paslanmaz çelik hayatın her alanında karşımıza çıkıyor ve birbirinden ayırt edilmesi zor birçok modeli mevcut. Bugün sizlerle bu konudaki bilgi noktalarını açıklığa kavuşturacak bir makale paylaşacağım.

Paslanmaz çelik, asitlere dayanıklı çelik anlamına gelen "stainless" kelimesinin kısaltmasıdır. Hava, buhar, su ve diğer zayıf aşındırıcı ortamlara karşı dayanıklı olan çelik, kimyasal aşındırıcı ortamlara (asitler, alkaliler, tuzlar ve diğer kimyasal emdirme maddeleri) karşı dirençlidir.
Paslanmaz çelik, hava, buhar, su ve diğer zayıf aşındırıcı ortamlara ve asitler, alkaliler, tuzlar ve diğer kimyasal aşındırıcı ortamlara karşı korozyona dayanıklı çelik anlamına gelir; ayrıca asitlere dayanıklı paslanmaz çelik olarak da bilinir. Pratikte, genellikle zayıf aşındırıcı ortamlara dayanıklı çeliğe paslanmaz çelik, kimyasal aşındırıcı ortamlara dayanıklı çeliğe ise asitlere dayanıklı çelik denir. İkisinin kimyasal bileşimindeki farklılıklar nedeniyle, ilki kimyasal aşındırıcı ortamlara karşı mutlaka dayanıklı olmayabilirken, ikincisi genellikle paslanmazdır. Paslanmaz çeliğin korozyon direnci, çelikte bulunan alaşım elementlerine bağlıdır.
Ortak Sınıflandırma
Metalurji örgütüne göre
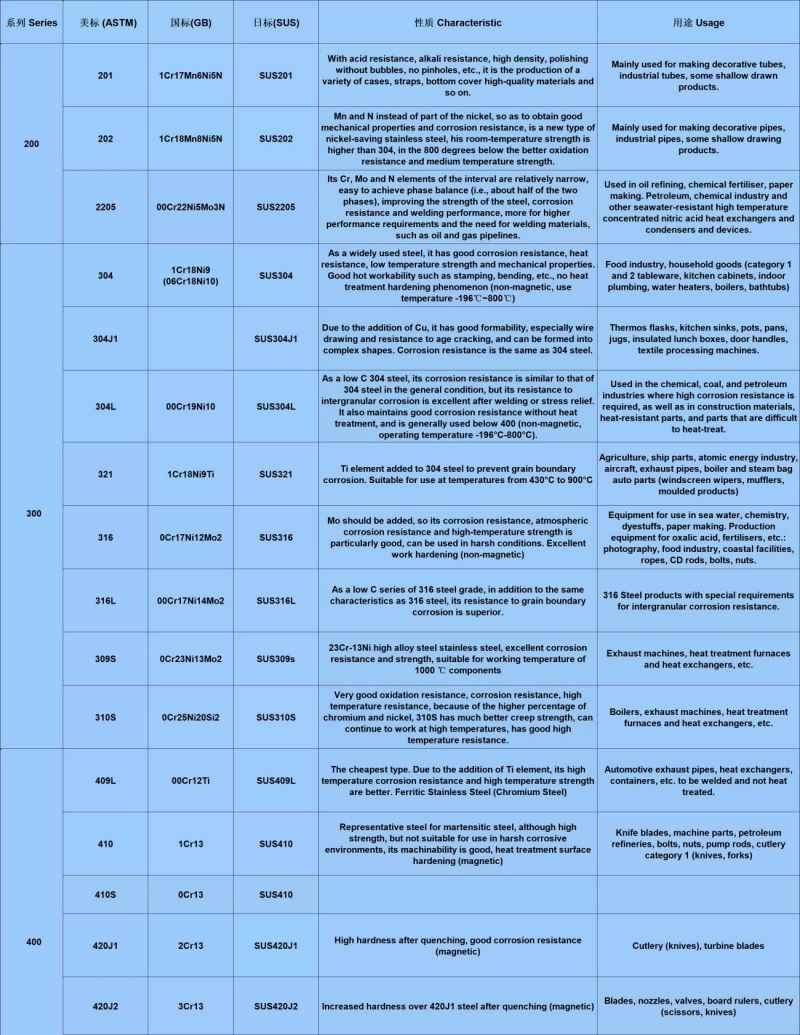
Genel olarak, metalurjik sınıflandırmaya göre, yaygın paslanmaz çelikler üç kategoriye ayrılır: östenitik paslanmaz çelikler, ferritik paslanmaz çelikler ve martensitik paslanmaz çelikler. Bu üç kategorinin temel metalurjik sınıflandırmasına dayanarak, belirli ihtiyaç ve amaçlar için dubleks çelikler, çökelme sertleştirmeli paslanmaz çelikler ve %50'den az demir içeren yüksek alaşımlı çelikler elde edilir.
1. Östenitik paslanmaz çelik
Östenitik organizasyonun (CY fazı) yüz merkezli kübik kristal yapısına sahip matris, esas olarak soğuk işlemle güçlendirilerek (ve belirli bir derecede manyetizmaya yol açarak) paslanmaz çeliğin manyetik olmayan yapısı tarafından domine edilir. Amerikan Demir ve Çelik Enstitüsü, 304 gibi 200 ve 300 serisi sayısal etiketler kullanır.
2. Ferritik paslanmaz çelik
Ferrit organizasyonunun (bir faz) matrisinin gövde merkezli kübik kristal yapısına sahip olması baskındır, manyetiktir, genellikle ısıl işlemle sertleştirilemez, ancak soğuk işlemle hafifçe güçlendirilebilir, paslanmaz çeliktir. Amerikan Demir ve Çelik Enstitüsü tarafından 430 ve 446 numaralı etiketlerle sınıflandırılmıştır.
3. Martensitik paslanmaz çelik
Matris, martensitik bir yapıya (gövde merkezli kübik veya kübik) sahiptir, manyetiktir ve ısıl işlemle mekanik özellikleri ayarlanabilir. Amerikan Demir ve Çelik Enstitüsü tarafından 410, 420 ve 440 numaralı rakamlarla işaretlenmiştir. Martensit, yüksek sıcaklıklarda östenitik bir yapıya sahiptir ve uygun bir hızda oda sıcaklığına soğutulduğunda martensit (yani sertleşme) haline dönüşebilir.
4. Östenitik a-ferrit (dubleks) tipi paslanmaz çelik
Matris, hem östenitik hem de ferrit iki fazlı bir yapıya sahiptir; daha az fazlı matrisin içeriği genellikle %15'ten fazladır, manyetiktir ve paslanmaz çeliğin soğuk işlenmesiyle güçlendirilebilir; 329 tipik bir dubleks paslanmaz çeliktir. Östenitik paslanmaz çeliğe kıyasla, dubleks çeliğin yüksek mukavemeti, taneler arası korozyona, klorür gerilme korozyonuna ve çukur korozyonuna karşı direnci önemli ölçüde artırılmıştır.
5. Çökeltme ile sertleştirilmiş paslanmaz çelik
Matris östenitik veya martensitik yapıdadır ve çökelme sertleştirme işlemiyle sertleştirilerek sertleştirilmiş paslanmaz çelik haline getirilebilir. Amerikan Demir ve Çelik Enstitüsü'nün 600 serisi dijital etiketlerinde, örneğin 630, yani 17-4PH gibi kodlar kullanılmaktadır.
Genel olarak, alaşımlara ek olarak, östenitik paslanmaz çeliğin korozyon direnci üstündür; daha az aşındırıcı ortamlarda ferritik paslanmaz çelik kullanılabilir; hafif aşındırıcı ortamlarda, malzemenin yüksek mukavemet veya yüksek sertliğe sahip olması gerekiyorsa, martensitik paslanmaz çelik ve çökelme sertleştirmeli paslanmaz çelik kullanılabilir.
Özellikleri ve kullanım alanları
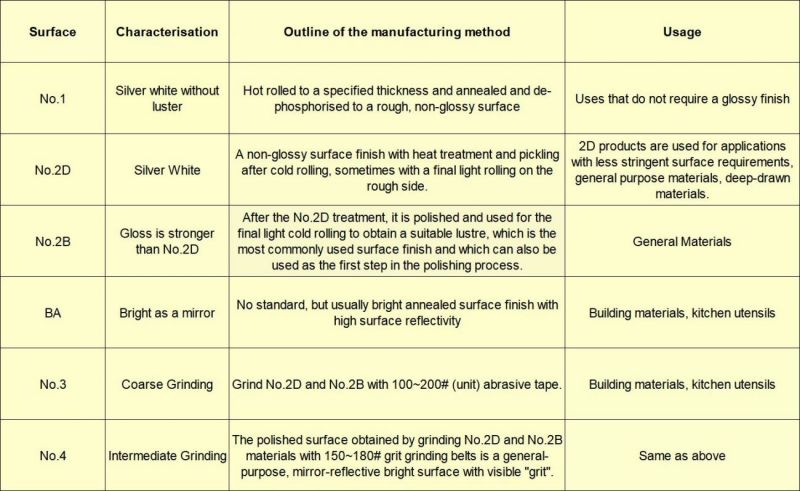
Yüzey işlemi
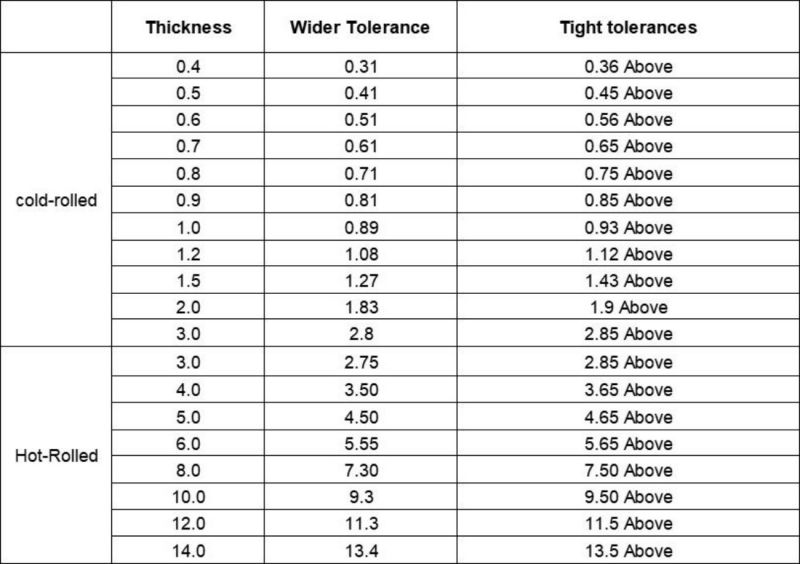
Kalınlık farkı
1. Çelik fabrikası makinelerinde haddeleme işlemi sırasında merdaneler ısınarak hafif bir deformasyona uğrar ve bu da levha kalınlığında sapmalara yol açar; genellikle levhanın ortası kalın, iki tarafı ince olur. Levha kalınlığı ölçülürken, devlet yönetmeliklerine göre levhanın orta noktasından ölçülmelidir.
2. Toleransın nedeni, piyasa ve müşteri talebine bağlıdır ve genellikle büyük ve küçük toleranslar olarak ikiye ayrılır.
V. Üretim ve denetim gereksinimleri
1. Boru plakası
① %100 ışın muayenesi veya UT için eklenmiş boru plakası alın bağlantıları, yeterlilik seviyesi: RT: Ⅱ UT: Ⅰ seviye;
② Paslanmaz çeliğe ek olarak, eklenmiş boru plakası gerilim giderme ısıl işlemi;
③ Boru plakası delik köprüsü genişlik sapması: Delik köprüsünün genişliğini hesaplama formülüne göre: B = (S - d) - D1
Delik köprüsünün minimum genişliği: B = 1/2 (S - d) + C;
2. Tüp kutusu ısıl işlemi:
Karbon çeliği, düşük alaşımlı çelik kaynaklı boru kutusu, bölünmüş aralıklı bölme ile birlikte, silindir boru kutusunun iç çapının 1/3'ünden daha büyük yanal açıklıklara sahip boru kutusu gibi uygulamalarda, kaynak sonrası gerilim giderme ısıl işleminde flanş ve bölme sızdırmazlık yüzeyleri ısıl işlemden geçirilmelidir.
3. Basınç testi
Isı eşanjörünün gövde proses tasarım basıncı, boru proses basıncından düşük olduğunda, ısı eşanjörü borusu ve boru plakası bağlantılarının kalitesini kontrol etmek amacıyla bu işlem yapılmalıdır.
① Boru bağlantılarında sızıntı olup olmadığını kontrol etmek için, hidrolik testle uyumlu boru programıyla test basıncını artırmak amacıyla gövde programı basıncı uygulanır. (Ancak, hidrolik test sırasında gövdenin birincil film geriliminin ≤0,9ReLΦ olması sağlanmalıdır.)
② Yukarıdaki yöntem uygun olmadığında, gövde orijinal basınca göre hidrostatik teste tabi tutulabilir ve testi geçtikten sonra amonyak sızıntı testi veya halojen sızıntı testi yapılabilir.
Paslanmaya karşı dayanıklı olan paslanmaz çelik türü nedir?
Paslanmaz çeliğin paslanmasını etkileyen üç ana faktör vardır:
1. Alaşım elementlerinin içeriği. Genel olarak, %10,5 krom içeriğine sahip çelikler kolay paslanmaz. Krom ve nikel içeriği ne kadar yüksekse, korozyon direnci o kadar iyi olur; örneğin, 304 malzemesinde nikel içeriği %85-10, krom içeriği ise %18-20 arasındaysa, bu tür paslanmaz çelikler genellikle paslanmaz.
2. Üreticinin ergitme işlemi de paslanmaz çeliğin korozyon direncini etkileyecektir. İyi bir ergitme teknolojisi, gelişmiş ekipman ve teknolojiye sahip büyük paslanmaz çelik fabrikaları, alaşım elementlerinin kontrolü, safsızlıkların giderilmesi ve kütük soğutma sıcaklığının kontrolü konusunda güvence altına alabilir; bu nedenle ürün kalitesi istikrarlı ve güvenilirdir, iyi bir içsel kaliteye sahiptir ve kolay paslanmaz. Aksine, bazı küçük çelik fabrikalarının ekipmanları ve teknolojisi geri kalmış olup, ergitme işleminde safsızlıklar giderilemez ve üretilen ürünler kaçınılmaz olarak paslanır.
3. Dış ortam. Kuru ve havalandırılmış ortamda paslanma kolay değildir; ancak havadaki nem, sürekli yağmur veya asitlik ve alkalilik içeren ortamlar paslanmaya neden olur. 304 paslanmaz çelik malzeme, çevresel koşullar çok kötü olduğunda da paslanır.
Paslanmaz çelikteki pas lekeleriyle nasıl başa çıkılır?
1. Kimyasal yöntem
Paslanmış parçaların paslanmasını önlemek ve korozyon direncini geri kazandırmak için pas sökme macunu veya spreyi kullanılarak krom oksit filmi oluşumu desteklenir. Asit sökme işleminden sonra, tüm kirleticileri ve asit kalıntılarını gidermek için suyla iyice durulama yapmak çok önemlidir. Her şey işlendikten ve parlatma ekipmanıyla yeniden parlatıldıktan sonra, parlatma mumu ile kapatılabilir. Lokal hafif pas lekeleri için, temiz bir bezle 1:1 oranında benzin ve yağ karışımı kullanılarak pas lekeleri silinebilir.
2. Mekanik yöntemler
Kum püskürtme, cam veya seramik parçacıklarıyla püskürtme, aşındırma, fırçalama ve parlatma. Mekanik yöntemler, daha önce çıkarılan malzemelerden, parlatma malzemelerinden veya aşındırma malzemelerinden kaynaklanan kirliliği giderme potansiyeline sahiptir. Her türlü kirlilik, özellikle yabancı demir parçacıkları, özellikle nemli ortamlarda korozyon kaynağı olabilir. Bu nedenle, mekanik olarak temizlenen yüzeyler tercihen kuru koşullarda önceden temizlenmelidir. Mekanik yöntemlerin kullanımı sadece yüzeyi temizler ve malzemenin korozyon direncini değiştirmez. Bu nedenle, mekanik temizlikten sonra yüzeyin parlatma ekipmanıyla yeniden parlatılması ve parlatma mumu ile kapatılması önerilir.
Paslanmaz çelik kaliteleri ve özellikleri için yaygın olarak kullanılan ölçüm cihazları.
1.304 paslanmaz çelik. Geniş uygulama alanına ve en yaygın kullanım alanına sahip östenitik paslanmaz çeliklerden biridir; derin çekme kalıplama parçaları, asit boru hatları, kaplar, yapısal parçalar, çeşitli alet gövdeleri vb. imalatında uygundur. Ayrıca manyetik olmayan, düşük sıcaklık ekipman ve parçalarının imalatında da kullanılabilir.
2.304L paslanmaz çelik. Bazı koşullarda 304 paslanmaz çeliğin neden olduğu Cr23C6 çökelmesi sorununu çözmek ve taneler arası korozyona karşı ciddi bir eğilim göstermesini önlemek amacıyla ultra düşük karbonlu östenitik paslanmaz çelik geliştirilmiştir. Hassaslaştırılmış haldeki taneler arası korozyon direnci, 304 paslanmaz çeliğe göre önemli ölçüde daha iyidir. Mukavemeti biraz daha düşük olsa da, diğer özellikleri 321 paslanmaz çeliğe benzerdir. Esas olarak korozyona dayanıklı ekipman ve kaynak yapılamayan bileşenlerde kullanılır ve çeşitli enstrüman gövdelerinin imalatında kullanılabilir.
3.304H paslanmaz çelik. 304 paslanmaz çeliğin iç dallanmasında, karbon kütle oranı %0,04 ~ %0,10 arasındadır ve yüksek sıcaklık performansı 304 paslanmaz çeliğe göre daha iyidir.
4.316 paslanmaz çelik. 10Cr18Ni12 çeliğine molibden ilave edilerek elde edilen bu çelik, indirgeyici ortamlara ve çukur korozyonuna karşı iyi bir direnç gösterir. Deniz suyu ve diğer ortamlarda korozyon direnci 304 paslanmaz çeliğe göre daha iyidir ve esas olarak çukur korozyonuna dayanıklı malzemelerde kullanılır.
5.316L paslanmaz çelik. Ultra düşük karbonlu çelik olup, hassas taneler arası korozyona karşı iyi direnç gösterir ve petrokimya ekipmanlarında korozyona dayanıklı malzeme olarak kullanılan kalın kesitli kaynaklı parçaların ve ekipmanların imalatı için uygundur.
6.316H paslanmaz çelik. 316 paslanmaz çeliğin iç dallanması, %0,04-%0,10 karbon kütle oranı, yüksek sıcaklık performansı 316 paslanmaz çeliğe göre daha iyidir.
7.317 paslanmaz çelik. Çukur korozyonuna ve sürünme direncine karşı 316L paslanmaz çeliğe göre daha iyi direnç gösterir ve petrokimya ve organik asit korozyonuna dayanıklı ekipmanların üretiminde kullanılır.
8.321 paslanmaz çelik. Titanyumla stabilize edilmiş östenitik paslanmaz çelik, taneler arası korozyon direncini artırmak için titanyum ilavesiyle üretilmiştir ve iyi yüksek sıcaklık mekanik özelliklerine sahiptir; ultra düşük karbonlu östenitik paslanmaz çeliğin yerine kullanılabilir. Yüksek sıcaklık veya hidrojen korozyon direnci gibi özel durumlar dışında, genel olarak tavsiye edilmez.
9.347 paslanmaz çelik. Niyobyumla stabilize edilmiş östenitik paslanmaz çelik, taneler arası korozyona karşı direnci artırmak için niyobyum ilave edilmiştir; asit, alkali, tuz ve diğer aşındırıcı ortamlarda 321 paslanmaz çelikle aynı korozyon direncine sahiptir, iyi kaynak performansına sahiptir, korozyona dayanıklı malzeme ve ısıya dayanıklı çelik olarak kullanılabilir; esas olarak termik santraller, petrokimya alanlarında, örneğin konteynerler, boru hatları, ısı eşanjörleri, miller, endüstriyel fırınlardaki fırın tüpleri ve fırın tüpü termometreleri vb. üretiminde kullanılır.
10.904L paslanmaz çelik. Süper tam östenitik paslanmaz çelik, Finlandiyalı Otto Kemp tarafından icat edilen süper östenitik bir paslanmaz çeliktir. Nikel kütle oranı %24 ila %26, karbon kütle oranı %0,02'den azdır. Mükemmel korozyon direncine sahiptir; sülfürik, asetik, formik ve fosforik asit gibi oksitleyici olmayan asitlerde çok iyi korozyon direnci gösterir ve aynı zamanda iyi bir çatlak korozyonu ve gerilme korozyonu direnci özelliğine sahiptir. 70℃'nin altındaki çeşitli konsantrasyonlardaki sülfürik asit için uygundur ve normal basınç altında herhangi bir konsantrasyonda ve herhangi bir sıcaklıkta asetik asit ve formik asit ile asetik asit karışımına karşı iyi korozyon direncine sahiptir. Orijinal ASMESB-625 standardı bunu nikel bazlı alaşımlara atfederken, yeni standart bunu paslanmaz çeliğe atfetmektedir. Çin'de yalnızca yaklaşık 015Cr19Ni26Mo5Cu2 kalitesinde çelik kullanılırken, bazı Avrupalı enstrüman üreticileri temel malzemelerinde 904L paslanmaz çelik kullanmaktadır; örneğin E+H'nin kütle akış ölçerinin ölçüm tüpü 904L paslanmaz çelikten yapılmıştır, Rolex saat kasası da 904L paslanmaz çelikten üretilmiştir.
11.440C paslanmaz çelik. Martensitik paslanmaz çelik, sertleştirilebilir paslanmaz çelik, en yüksek sertliğe sahip paslanmaz çelik, sertlik derecesi HRC57. Başlıca nozullar, rulmanlar, vanalar, vana makaraları, vana yuvaları, manşonlar, vana milleri vb. üretiminde kullanılır.
12.17-4PH paslanmaz çelik. Martensitik çökelme sertleştirmeli paslanmaz çelik, HRC44 sertliğe sahip olup yüksek mukavemet, sertlik ve korozyon direncine sahiptir, ancak 300 ℃'nin üzerindeki sıcaklıklarda kullanılamaz. Hem atmosferik hem de seyreltik asitlere veya tuzlara karşı iyi korozyon direncine sahiptir ve korozyon direnci 304 paslanmaz çelik ve 430 paslanmaz çelik ile aynıdır. Açık deniz platformlarının, türbin kanatlarının, makaraların, yuvaların, manşonların ve vana millerinin imalatında kullanılır.
Enstrümantasyon sektöründe, genellik ve maliyet sorunlarıyla birlikte, geleneksel östenitik paslanmaz çelik seçim sırası 304-304L-316-316L-317-321-347-904L şeklindedir; bunlardan 317 daha az kullanılır, 321 önerilmez, 347 yüksek sıcaklık korozyonu için kullanılır, 904L ise yalnızca bazı üreticilerin bazı bileşenlerinin varsayılan malzemesidir ve tasarımda genellikle 904L tercih edilmez.
Enstrümantasyon tasarım seçiminde, genellikle enstrümantasyon malzemeleri ve boru malzemeleri farklılık gösterir; özellikle yüksek sıcaklık koşullarında, proses ekipmanının veya boru hattının tasarım sıcaklığı ve tasarım basıncına uygun enstrümantasyon malzemelerinin seçimine özel dikkat gösterilmelidir. Örneğin, yüksek sıcaklığa dayanıklı krom molibden çelik boru hattı kullanılırken, paslanmaz çelik enstrümantasyon seçilirse, sorun çıkma olasılığı çok yüksektir; bu durumda ilgili malzeme sıcaklık ve basınç ölçüm cihazına danışılmalıdır.
Cihaz tasarımı seçiminde, genellikle çeşitli farklı sistemler, seriler ve paslanmaz çelik kaliteleriyle karşılaşılır; seçim, spesifik proses ortamı, sıcaklık, basınç, gerilimli parçalar, korozyon ve maliyet gibi açılardan yapılmalıdır.
Yayın tarihi: 11 Ekim 2023